 型号:FR872
型号:FR872
品牌:HAKKO
大面积加热范围: 286(W) x 350(D)mm。四个独立开关加热区域。纤薄偏平式设计, 机身高度只有97mm。规格功率消耗1150W (220V)操作模式动力模式、自动动力模式 T/C模式、自动T/C模式设定范围T/C模式 : 50 品牌:HAKKO
品牌:HAKKO
全自动出锡系统,适用于白光多款焊台及焊铁,单手操作,焊接简单容易,送锡速度及送锡时间稳定,能达到理想焊接效果,提高工作效率。拆消静电设计,能避免敏感元件因静电而损坏。可另外选购送锡脚踏开关。可调节回锡量,减少浪费焊锡。373组合373自动出 型号:FX650 DASH
型号:FX650 DASH
品牌:HAKKO
采用低消耗功率陶瓷发热芯设计。升温速度比传统镍铬发热芯快三倍。手柄设计轻巧幼长,使用倍感舒适。容易更换焊咀只需松开固定螺丝便可轻易更换焊咀步骤一步骤二注意 : 焊咀如在高温下不可直接用手触碰規格功率消耗16W (220V)发热组件陶瓷发热组 型号:FA430
型号:FA430
品牌:HAKKO
采用1,500Pa 静态压力的高效能马达,在不同电源供应下仍能保持马达转速稳定,提供强大吸力及宁静的操作环境。吸烟管道特设消音装置,大大降低操作噪音。配合自由定形导管和三段吸入风量模式,能满足不同工作需要及消除有毒烟雾。设有过滤片更换提示 型号:FX301B
型号:FX301B
品牌:HAKKO
数码式控温熔锡炉,特别适合无铅作业。有四种加热程序选择: Sn-Pb (锡/铅),Sn-Ag-Cu(锡/银/铜),Sn-Cu(锡/铜)及Sn(锡)。数码式温度显示,提供准确的温度控制,并设有温度补正功能。把熔槽两旁的螺丝松开,便可轻易更换熔 型号:980, 981 Presto
型号:980, 981 Presto
品牌:HAKKO
传统焊铁只有一种瓦数,但Presto特有两种瓦数,只需一按,瓦数便能夠从20W提升至130W,一支焊铁便可以同时焊接不同大小之元件。配用陶瓷发热元件,绝热层手柄不会烫手,而且设计轻巧,使用时倍感舒适。有笔型及枪型可供选择。规格笔型枪型型号9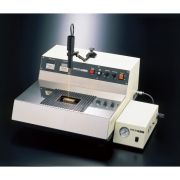 品牌:HAKKO
品牌:HAKKO
适用于焊接或拆除电路板元件,效能极高。焊料熔流可作温度及时间调节。有多款喷咀选用。准确自动的焊接和除锡周期。设有指示灯能正确显示喷咀位置,方便处理不同元件。486气压系统可将穿孔中的锡屑彻底消除。操作方法1. 当焊锡从穿孔流出时便可拆除IC 型号:FX8802
型号:FX8802
品牌:HAKKO
配合FX888D电焊台使用。氮气能覆盖整个焊咀, 能有效隔绝氧气, 防止焊咀和焊锡氧化, 并提高焊锡的润湿性和扩散性, 氮气有预热功能, 使焊接效果更佳。规格型号FX8802功率消耗AC26V-65W控温范围200 ~ 480℃焊咀与接地间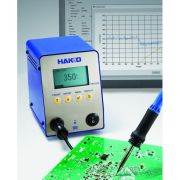 型号:FN1010
型号:FN1010
品牌:HAKKO
电焊台温度计特点FN-1010配合FG-100B, 可实现自动温度校正, 校正结果及补正值都能够被记录。FG-100B会显示测温次数, 记录当前传感器的使用量, 方便操作人员安排更换周期。*介面卡及焊咀需另外购买焊咀内置记忆晶片, 可收集 型号:FX8805
型号:FX8805
品牌:HAKKO
规格型号FX8805功率消耗65 W (26 V)控温范围50 ~ 480℃焊咀与接地间阻抗< 2Ω焊咀与接地间电位< 2mV发热组件陶瓷发热组件标准焊咀Shape-B (No.T19-B)电线长度1.2 m长度222 型号:FX805
型号:FX805
品牌:HAKKO
融合超功率和可操作性, 实现大功率焊接大功率焊台:最小、最轻、**HAKKO开发FX-805旨在满足行业需求,提供功能更强大、操作更舒适的焊台。**性能来 自400W超功率和紧凑型设计带来的舒适操作。超功率400W超功率FX-805甚至可 型号:FM2030
型号:FM2030
品牌:HAKKO
140W强劲功率, 回热速度非常迅速。配合FM206多功能维修系统 (连接频道2或频道3) 使用。采用发热元件复合焊咀。适合焊接各种需要高热容量的大型部件,如电源供应电路板,散热器,屏蔽盒及同轴电线等,或焊接安装在多层电路板的微型组件。即使 型号:FG470
型号:FG470
品牌:HAKKO
静电手带测试器特点亲和可靠的传导板, 配合机器上方的香蕉孔插座, 让测试或连接手带都更加方便准确。机器采用高亮的LED灯及蜂鸣器报告测试结果, 精简清晰。*蜂鸣器只会在合格时发出声响。特设固定座, 可以方便使用单手操作。而且不须任何工具, 型号:FX838
型号:FX838
品牌:HAKKO
150W 强劲功率,回热速度非常迅速,可以使用较低焊接温度,减低热冲击对组件及焊咀的影响。对应高熔点之无铅焊接,适用于焊接电源线,多层电路板,散热器,屏蔽外壳等需要大热容量之作业,或焊接微型组件密集之多层电路板。设有高功率模式 *,需要进行 型号:FX791
型号:FX791
品牌:HAKKO
白光FX791设计轻巧,容易控制,调节器流量范围从0.25L/min至2.5L/min。(建议使用0.5L/min至1.5L/min之流量,需根据焊咀形状而定)预热:焊接时使用热氮气于焊点上预先加热便可以,设置较低的焊接温度,在多层电路板、